Post by grumpynorthener on Jul 15, 2021 18:52:08 GMT
Ho bugger Pity that you are over the water otherwise I would have willingly repaired the bodywork FOC for you - that said it looks like the body is the least of your issues - good luck with the repairs
Ouch… Lucky being unlucky by the looks of it. They always look worse than they are. By the time you have the bent suspension and wheels off,it will start looking a whole lot better 😊
The first challenge was getting the car of the trailer, luckily the 2 post lift came to the rescue.
With a steel beam and some straps I was able to lift the car from the trailer and put it on a trolly.
Next task was to see if the chassis is undamaged.
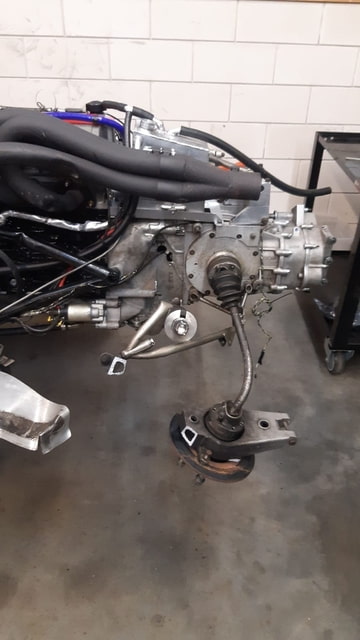
After a couple of hours of dismantling the car, the extent of the damage became clear.
front subframe bend, rear subframe bend, left side completely fubar, 2 wheels fubar.
but luckily the chassis is undamaged.
As these cars are quite rare on this side of the pond, we contacted some UK based specialist in order to buy the parts needed for the rebuild.
These cars were built as a one make series by van Diemen and only raced for 2 seasons. After that most cars were bought by racing schools and some were used in hill climbs.
A lot of those cars didn’t do well at those racing schools.
So finding used or NOS parts is rare as rocking horse sh!t
Luckily the alloy uprights were used for a couple of years on different kinds of van Diemen models.
So we ordered new uprights, drive shafts and radiators from a company called URS, nice bunch of chaps and very helpful.
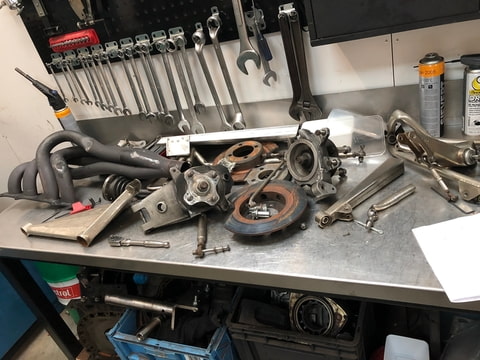
My workbench of shame.
With the help of Jon we started rebuilding the car. Jon got on with dismantling the car and I began making jigs for wishbone’s
2 jigs build.
cutting and bending tube’s
tube’s in the jig
first batch of wishbone done tube’s
We decided to make a double set of all wishbone’s so that we have some spare parts for the future.
We also had a whole bunch of new spacers made up by a friend who knows his way with a lathe.
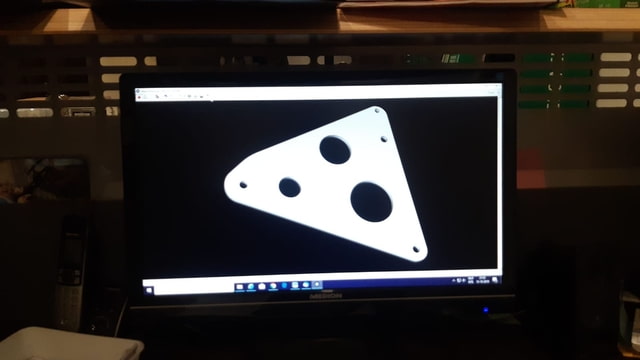
Ordered a 5mm sheet of alloy and made drawings of all the alloy plate’s.
cut them on the plasma table.
All mounting and other important holes were drilled on the drill press. ( plasma is just not good enough for small holes, they tend to be just not round.
With help of another friend Jon removed the alloy under side of the car.
The post are not in realtime, we are a couple of steps ahead.
As you can see in the photo, the left rear chassis took quite a hit, resulting in a bent gearbox mount and a slightly twisted mounting point in the main tub.
The right side is undamaged, so it would be easier to make a jig for the right side, take measurements and reverse engineer a jig for the left side, or shouldn’t it be that easy ?
Jon was kind enough to dismantle the rear end, so I could get going fixing stuff
the undamaged right side in the jig
fired up the lathe and made the necessary bushings , this is for 1 side
All tubes notched, this is a time consuming job to get it as neat as possible
all welded up
So now we have a spare right hand side ( wich we don’t need )
I took the measurements from this jig, and mirrored it, and made a right hand side jig.
After welding and relaxing the frame ( heating all the welds again with a blowtorch to get al the tension out of the tubes ) this side was done.
Moment of the truth:
Looks good
Or doesn’t it ?
That's a fail in my book
I suppose I don't have to tell you that guys, that the neighbors could hear me cursing
Back to the drawing board, I could only think of 1 other option to do it the right way.
So I bolted the main tub to a big flat surface ( a bed of a very big mill )
mounted the undamaged left side, and made a jig.
That's more like it
Of course I made 2, so we have a complete spare set, ready to be powder coated
So that's the chassis sorted out then, on to the next part to build
Some things are very easy, but somehow I always find a way to make stuff overcomplicated.
I needed to weld threaded bushings in a 19mm tube, as my arms don’t make a 360 degree cirkel, I made a welding manipulator, nothing fancy, just a cheap chinese rpm controller, a 12v wiper motor and a 1:10 transfer box of china bay .
A couple of hours later, I had a working welding manipulator. Even painted it green, fits the rest of the machines I have.
So these parts were easy to make
I ordered threaded bosses from rallydesign, and the correct size tube, fits like a glove
Post by grumpynorthener on Aug 3, 2021 19:55:36 GMT
Your bolting the car to the mill bed reminds me of exactly how we used to jig accident damaged cars - only we used a purpose built frame fastened to a 4 post car lift - All built by a specialist vehicle jig manufacture 'Car Bench' - the car was then fastened down to the frame with model specific brackets - additional brackets were then available to align the chassis members & panels with critical mounting points to them such has suspension legs / subframes etc - the frame also held a large dozer (air over hydraulic pulling arm) to which you could attach chains which you would clamp back to damaged panels and then pull in order to realign door pillars / chassis legs etc
@ grumpynorthener , That's a very nice carbench. When I did my apprenticeship many years ago, the body shop had some sort of metal frame mounted into the concrete floor, just like this one.
I used it a couple of time’s only thing I still know, that it was a lot of work to get a car up the stands and get it mounted to the floor.
The wishbone’s are made from sheet steel folded into a box shape, which makes them light and stiff.
So it was best to copy that design the best I could.
I made a jig from the undamaged side of the car and just flipped the jig to make the left side.
Again I made a double set, so 2 new lefts and 2 new rights upper rear and the same on the front .
So in the end we got a complete set of wishbone’s all round as spare.
The rear jig.
The original was built entirely out of sheet steel, but I found it impossible to get a nice radius bend with the tools I have available so best to keep it within my capabilities.
So the wishbone’s are made out of thin wall chromoly tube covered with thin steel sheet
Made a cardboard template, so I could make a drawing of it and cut it out with the plasma table
Trial fit
Fully welded and ready to be polished.
The front upper wishbone where simpeler to made, being narrow,
so these are exactly the same as the original one’s .
In the jig ready to be fully welded
Made a little press tool to give the bracket the right shape
All done and ready polished and nikkelplated
Somewhere around this time I bought a CNC mill ( one can never have to many tools ), witch came in very handy to mill out the bearing pockets ( they where a little distorted from the welding heat )
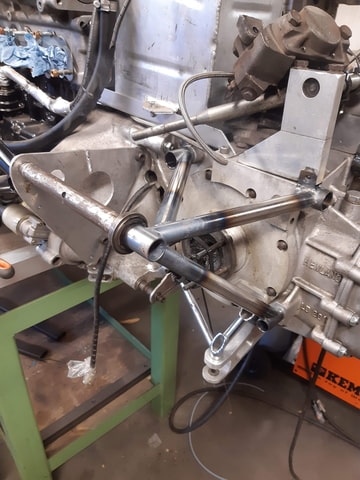
With all the wishbone’s finished, It was time to make the rear wishbone stay. It is a tubular frame which mounts to the gearbox . Again I first made a jig from the undamaged side and then mirrored it for the other site.
All the mounting bushes were made on the lathe.
tube’s are made from chrome moly tubes, so they are light and strong.
After completion of these cages I mountend them on the car and made them red hot with a torch, so that all the welding tension could escape . Ready for final polish and nickel plating( al tube’s were polished in the lathe prior to welding ).
Time to do a dry build before plating and painting.
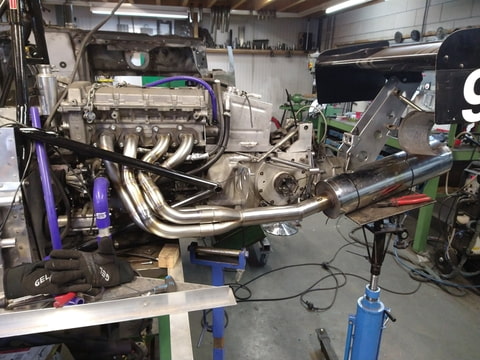
With most of the big things done it was time to start looking at the exhaust. The exhaust fitted on the car wasn’t the original one, 2 of the pipe’s had some big dents in it , so we decided to make a completely new exhaust manifold. but this time inside the body, as per original.
As I have made a couple of exhausts in a trial and error kind of way, I was keen on doing it a smarter way this time. So I bought a 3d printer and had it print exhaust modeling blocks ( free to download on grabcad )for days. With these modeling blocks it is very easy to make and adjust the manifold as you go. After you finalize the design you can easily copy it to mandrel bends by using a band saw and a saw jig.
After an hour of modeling .
slowly transferring it to stainless steel .
exhaust manifold ready for final welding with backing gas.
Not sure how i missed this one?! Nasty old thump it took but as you are proving , cars can be repaired , people cant! Just a thought , is there much of a market for spares for these now you have jigs made up?
Great job, there is certainly a lot of bent bits once you start to pull it apart!
Thanks, looking back, maybe it was better to scrap the car. But as it belongs to my best friend I realy feel that I should get it back so that he can drive it
Not sure how i missed this one?! Nasty old thump it took but as you are proving , cars can be repaired , people cant! Just a thought , is there much of a market for spares for these now you have jigs made up?
Hi, many thanks. Not sure if there is a market, but I can always put the word out.
The exhaust was one of the last bigger fabrication jobs.
After some investigation on how to nickel plate parts, I decided it was wise to outsource the plating.
After calling a couple of shops who plate it became obvious that the most time was spent on sanding and polishing the parts prior to plating. So out came the DA sander, and hours of sanding began.
Working my way up from 120 grit to 600.
After sanding I got the buffing wheel on the workbench and the real dirty job began.
I can assure you, that after a day of polishing metal, you look like you came down a chimney . It is not polished to chrome look gloss, it is a race car and they were never made for show.
This is how they came back.
all inside cavities weere given a good coat of dinitrol



 Pity that you are over the water otherwise I would have willingly repaired the bodywork FOC for you - that said it looks like the body is the least of your issues - good luck with the repairs
Pity that you are over the water otherwise I would have willingly repaired the bodywork FOC for you - that said it looks like the body is the least of your issues - good luck with the repairs 





























































































 )
)









